Installation and commissioning of transport machinery for transporting bulk materials or articles by mechanical transmission. Belt conveyors are available in both stationary and mobile types. The direction of displacement of the material can be either horizontal or inclined. Fixed belt conveyors are widely used in the transportation of metallurgical plants, mines and various ores and fuels.
The belt conveyor is mainly composed of a driving device, a driving roller, a reversing roller, a conveyor belt, an upper roller and a lower roller, a tensioning device, a discharging device, a cleaning device, a braking device and the like (Fig. 1).
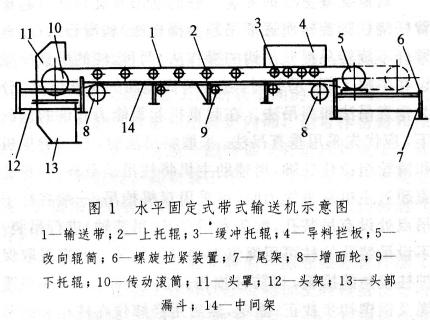
Installation sequence belt conveyors are generally installed in the following order: basic acceptance - measurement review - head frame, tailstock - intermediate frame, funnel - drive roller, reversing roller - drive device - upper and lower rollers - tape bonding - Guide baffle, unloading device, cleaner, stopper - tensioning device adjustment - safety guard - commissioning.
Installation points The common fault of the belt conveyor is that the tape is deflected, mostly because the installation center line is not straight, the roller shaft line is not perpendicular to the conveyor center line, the roller axis is not perpendicular to the belt center line, and the tape joint is not Not caused by reasons such as straightness. In order to ensure the quality of the installation, the following points should be achieved: (1) The centerline of the headstock and tailstock should coincide with the longitudinal centerline of the conveyor with a tolerance of 3mm. (2) The transverse centerline of the drum and the longitudinal centerline of the conveyor shall coincide with a tolerance of 2 mm; the axial centerline of the drum shall be perpendicular to the longitudinal centerline of the conveyor with a tolerance of 2/1000; the horizontal tolerance of the busbar on the drum shall be 0.5/1000. , the pad can be adjusted at the bracket. (3) The transverse centerline of the roller and the longitudinal centerline of the conveyor should coincide with a tolerance of 3 mm. (4) The edges of the tape joints should be kept in a straight line. The conveyor has no load test run for 2 hours. During operation, the conveyor belt should not slip, not run off, and run smoothly. There should be no friction or impact between the moving parts and the body.
The conveyor belt is connected with two types of ordinary tape and steel cord tape.
Common tape connection methods are glued (including hot and cold) and mechanical connection. Mechanical joints are not as strong as glue joints and are generally not used.
The thermal connection of the tape is to cut the fiber layer and the rubber layer of the joint part into a symmetrical step according to the specified form and size, apply the glue to make it adhere, and then heat it under a certain pressure and temperature for a certain time, and then undergo a vulcanization reaction. Raw rubber turns into vulcanized rubber. Figure 2 shows the cut size of the vulcanized joint. When the bandwidth is 500-1000 mm, the step length (S) should not be less than 250 mm. The surface of the cutting plane should be flat and free from cracking. The surface should be bristled and kept clean. The hot joint operation is first applied with a thin glue paste at the step interface. After drying, apply a thick layer of glue (the composition of the rubber should be consistent with the rubber composition of the tape), and then press the joint with the glue. Warming and vulcanization. The vulcanization temperature and time should be in accordance with the properties of the rubber compound used. The vulcanization temperature is generally 140 to 145 C, the vulcanization time is about 45 min, and the vulcanization pressure is 0.5 to 2 MPa.

Figure 2 vulcanization joint cut 1-up cover rubber; 2-fiber layer; 3-low cover rubber; 4-running direction The cold connection of the tape is cured at room temperature, and the process and the heat bonding process are basically the same. There are two types of adhesives for cold junction: epoxy resin and neoprene. The cold joint joint is scraped into a symmetrical step according to the size shown in Figure 2, and the residual rubber on the surface of the core layer is removed by a steel wire grinding wheel and rinsed with gasoline or carbon tetrachloride; then the brush is applied twice on the slit step surface. The rubber compound is placed at room temperature for 20 to 30 minutes, then closed, and then cured under pressure. The pressure plate is calculated according to 0.03 MPa, the purpose is to make the bonding surface contact well; the curing time varies with temperature, generally 6 to 10 hours. Cold joint rubber is toxic and the operator must have protective measures.
The joint type of the steel cord core tape has three levels of misalignment (Fig. 3), two-to-one overlap and one-to-one overlap. The rope lap length is calculated as follows:
Where l is the length of the steel rope lap, cm; Pn is the breaking strength of the steel rope, N / root; Fn is the adhesion, N / cm; K is the joint coefficient, K = 1.5.
Steel cord core tapes are joined by thermal vulcanization. Before the bonding, the steel rope should be stripped from the joint of the tape one by one. Take the three-level dislocation lap type as an example. According to the length of the steel rope provided by the manufacturer or calculated by the above formula, the steel is sequentially The rope core is cut into three sizes: medium and short. The opposite end is cut into three sizes: short, medium and long.
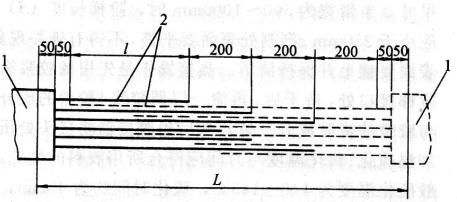
Figure 3 Schematic diagram of the third-order dislocation lap joint 1 - tape; 2- steel rope core; 3- steel rope lap length; L-tape joint length Adhesive rubber on the steel rope and 50mm above and below the end of the tape should be roughened for adhesion. The hot-joining operation is to first lay down the cover rubber, arrange the steel rope, and then lay the cover rubber, knock it with the wooden hammer from the middle, and vent the hole at the upper cover. The vulcanization heating process is basically the same as the ordinary tape heat connection.
The belt conveyor is mainly composed of a driving device, a driving roller, a reversing roller, a conveyor belt, an upper roller and a lower roller, a tensioning device, a discharging device, a cleaning device, a braking device and the like (Fig. 1).
Installation sequence belt conveyors are generally installed in the following order: basic acceptance - measurement review - head frame, tailstock - intermediate frame, funnel - drive roller, reversing roller - drive device - upper and lower rollers - tape bonding - Guide baffle, unloading device, cleaner, stopper - tensioning device adjustment - safety guard - commissioning.
Installation points The common fault of the belt conveyor is that the tape is deflected, mostly because the installation center line is not straight, the roller shaft line is not perpendicular to the conveyor center line, the roller axis is not perpendicular to the belt center line, and the tape joint is not Not caused by reasons such as straightness. In order to ensure the quality of the installation, the following points should be achieved: (1) The centerline of the headstock and tailstock should coincide with the longitudinal centerline of the conveyor with a tolerance of 3mm. (2) The transverse centerline of the drum and the longitudinal centerline of the conveyor shall coincide with a tolerance of 2 mm; the axial centerline of the drum shall be perpendicular to the longitudinal centerline of the conveyor with a tolerance of 2/1000; the horizontal tolerance of the busbar on the drum shall be 0.5/1000. , the pad can be adjusted at the bracket. (3) The transverse centerline of the roller and the longitudinal centerline of the conveyor should coincide with a tolerance of 3 mm. (4) The edges of the tape joints should be kept in a straight line. The conveyor has no load test run for 2 hours. During operation, the conveyor belt should not slip, not run off, and run smoothly. There should be no friction or impact between the moving parts and the body.
The conveyor belt is connected with two types of ordinary tape and steel cord tape.
Common tape connection methods are glued (including hot and cold) and mechanical connection. Mechanical joints are not as strong as glue joints and are generally not used.
The thermal connection of the tape is to cut the fiber layer and the rubber layer of the joint part into a symmetrical step according to the specified form and size, apply the glue to make it adhere, and then heat it under a certain pressure and temperature for a certain time, and then undergo a vulcanization reaction. Raw rubber turns into vulcanized rubber. Figure 2 shows the cut size of the vulcanized joint. When the bandwidth is 500-1000 mm, the step length (S) should not be less than 250 mm. The surface of the cutting plane should be flat and free from cracking. The surface should be bristled and kept clean. The hot joint operation is first applied with a thin glue paste at the step interface. After drying, apply a thick layer of glue (the composition of the rubber should be consistent with the rubber composition of the tape), and then press the joint with the glue. Warming and vulcanization. The vulcanization temperature and time should be in accordance with the properties of the rubber compound used. The vulcanization temperature is generally 140 to 145 C, the vulcanization time is about 45 min, and the vulcanization pressure is 0.5 to 2 MPa.
Figure 2 vulcanization joint cut 1-up cover rubber; 2-fiber layer; 3-low cover rubber; 4-running direction
The joint type of the steel cord core tape has three levels of misalignment (Fig. 3), two-to-one overlap and one-to-one overlap. The rope lap length is calculated as follows:
Where l is the length of the steel rope lap, cm; Pn is the breaking strength of the steel rope, N / root; Fn is the adhesion, N / cm; K is the joint coefficient, K = 1.5.
Steel cord core tapes are joined by thermal vulcanization. Before the bonding, the steel rope should be stripped from the joint of the tape one by one. Take the three-level dislocation lap type as an example. According to the length of the steel rope provided by the manufacturer or calculated by the above formula, the steel is sequentially The rope core is cut into three sizes: medium and short. The opposite end is cut into three sizes: short, medium and long.
Figure 3 Schematic diagram of the third-order dislocation lap joint 1 - tape; 2- steel rope core; 3- steel rope lap length; L-tape joint length
Objective To evaluate the methods and the effects of an Airway Management nursing team in clinical practice
Airway Devices,Laryngeal Mask Airways,Extraglottic Airway Devices,Supraglottic Airway Devices
Zhejiang Haisheng Medical Device Co., Ltd , https://www.hisernmedical.com